0577-66871553
0577-66871553

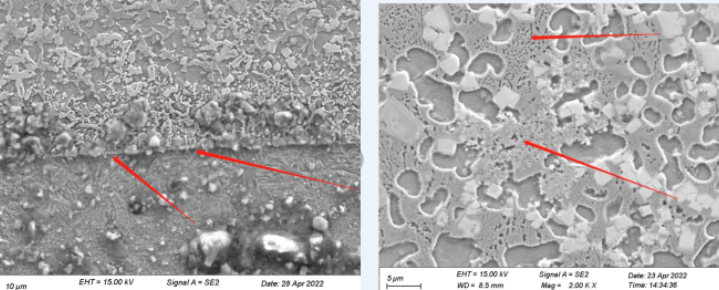
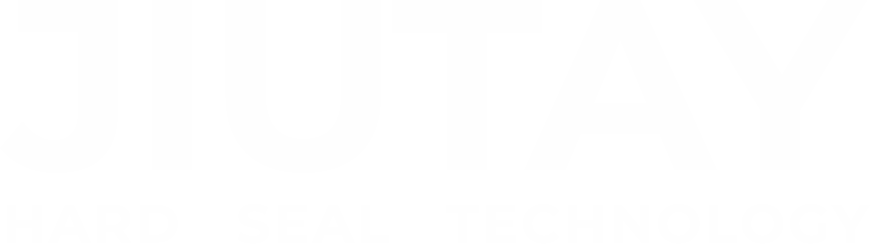
激光熔覆技术是一种先进的表面工程技术,它利用高能激光束作为热源,将添加材料与基体材料表面快速熔合,形成致密、均匀的覆层,以提高零部件的耐磨、耐腐蚀、耐高温和抗氧化性能。 激光喷焊技术是在激光熔覆技术上发展起来的一种新的工艺,与激光熔覆技术相比激光喷焊技术具有空隙率更低、稀释率更低、涂层更加均匀、制备效率是激光熔覆3-5倍的特点,尤其是在制备的金属陶瓷涂层时,其中的硬质相基本上不会分解,成本上的优势使其极具大规模产业化推广的前景。
传统激光熔覆通常在较慢的速度下进行,而激光喷焊则以更快的速度进行,熔覆效率通常是传统方法的几倍甚至十倍以上。
激光喷焊由于其更高的熔覆速度,热输入时间更短,因此在工件表面产生的热影响区更小。
由于热输入更短,激光喷焊可以减少工件的热变形,相对于传统方法更有优势。
由于激光喷焊的快速性质,可以实现更高的成形质量和更精细的结构,适用于一些要求高精度的应用场景,表面平整度可以达到RA0.05,涂层可以无需车削直接进行磨削加工,大大减少了机械加工工时。
由于激光喷焊稀释率更低,孔隙率更低,最低可以实现厚度为100um有效涂层,可以大大节省贵重的合金材料。
由于激光喷焊的高速度,可以提高生产效率,减少加工时间和成本,提高生产线的效率。
总的来说,激光喷焊相对于传统激光熔覆在速度、热影响区、工件变形、成形质量、合金材料和生产效率等方面都有明显的优势。
激光喷焊需要高功率的激光系统来实现更快的熔覆速度,因此激光设备的功率和稳定性是关键技术之一,激光功率一般要8KW以上。
为了实现高速熔覆,需要配备快速而精确的运动系统,以确保激光能够准确地照射到目标表面并实现高效的熔覆,对机械运动结构的要求更加高,有负载的情况下机械运动的线速度至少要达到500mm/S以上。
激光喷焊通常需要精密的智能控制系统来控制激光功率、扫描速度、送粉速度和其他参数,以实现高质量的熔覆过程;进行熔覆过程中需要实时监控和控制熔覆质量,可以借助成像技术或传感器来检测熔覆过程中的变化和缺陷。
选择合适的熔覆材料和粉末也是关键技术之一,不同材料的特性会影响熔覆过程和成品质量,激光喷焊粉末的粒度和粉末的流动性都与激光熔覆有明显的区别。
激光喷焊的沉积效率是激光熔覆的几倍甚至十倍以上,对送粉器的容量、送粉的稳定性、都比激光熔覆有更高的要求,要求喷嘴具有更好的粉末汇聚度,更好的耐热/散热能力。